产品详情
在铝合金型材使用的模具的挤压过程中,被挤压的铝合金坯锭要预先加热到450℃-550℃,铝合金模具也要预先加热到适当温度,在铝合金模具的挤压生产过程中,坯锭在挤压力作用下从模具口出来并且形成型材产品,铝锭出模过程中,变形和摩擦原因会产生很大热量,这样不断提高模具系统温度,系统挤压速度越快,模具温度也越快。由此带来问题:从模具口处挤压出的高温铝合金型材易与空气接触发生氧化使产品组织性能下降。模具强度和抗磨性能下降,寿命降低,生产效率不断降低。这是制约铝合金挤压生产中存在的普遍技术问题。
产品介绍:
液氮冷却模具--该系统是在铝型材挤压过程中通过少量液氮来冷却挤压模具,不干扰生产质量的前提下,提升挤压速度2-3成。甚至更高的水准。通过液氮制冷模具终端,平衡模具因提高挤压速度而升高的温度。从而带来型材表面过烧,模具磨损加剧等问题。液氮的平衡温度法,使模具温度保持在可接受范围内,让模具能够可持续的长期稳定保持生产效率。液氮消耗后的氮气可以保护高温型材表面不受氧化。增加产品的光亮性。
冷却系统实现方案:
为了解决铝型材模具挤压过程中的的以上问题,我们设计实践出的液氮冷却模具系统从根本上是一套恒温挤压模具系统。用于有效控制铝型材出模过程中升温过程所带来的一系列问题。从而从根本上提高产品质量和生产效率。间接提高模具利用率。延长模具寿命。
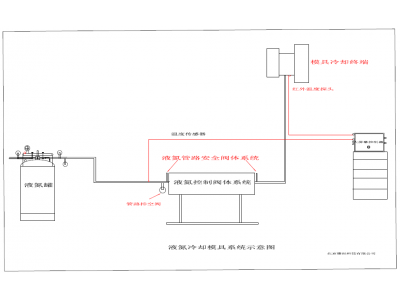
液氮冷却模具主要由能够通入液氮的铝材挤出模具装置,和一套完整的液氮控制输送系统组成,铝材挤出模具经过特殊结构设计,而液氮控制输送系统由以下几个重要部分组成:
1自增压液氮储罐(最好包含远程液位系统,可以向系统提供远程液位报警)
2集成控制系统(程序控制系统及模块组成)
3液氮输送真空软管路系统(根据输送需求选用管路通径,根据现场情况确定管路长度)
4液氮管路安全系统(管路安全系统负责整体管路气体液体安全保障)
5液氮低温调节阀门(主要通过系统控制阀门来调节液氮通过量)
6在挤压模具出口端安装有红外测温探头(红外温度探头连接集成控制系统反馈模具出模温度)
产品特点:
1 平衡模具终端温度。提高型材生产效率
2 抗氧化,增加产品表面光亮性
3 减少模具损耗,稳定生产效率
技术方案:
铝挤压模具液氮冷却系统,包括模具端和液氮供应系统及控制系统。铝模具端设置有模具液氮套装,包含有液氮进液套装、红外温度探头和液氮进液端口组成。
液氮供应系统主要有液氮罐体组成。根据客户系统的液氮使用量来选择液氮罐体的大小。
控制系统主要由液氮输送管路、控制阀体、温度监控、自动旁通、安全系统等一整套系统整合的自动控制系统组成。液氮输送管路负责从液氮罐体输送液氮到控制系统阀体,再输送到铝模具端液氮套装内部。整体系统运行由控制系统来运作。